ú¿1ú⌐╝≥╜Θ
├║─α╦«╜í┐╡╘╦╨╨╩╟╩¬╖¿╖╓╤í╡─╣╪╝ⁿ▒ú╒╧╗╖╜┌ú¼├║─α╦«╜í┐╡╫┤┐÷╙δ╖±╓▒╜╙╣╪╧╡╡╜─▄╖±╩╡╧╓╟σ╦«╧┤├║íó─▄╖±╩╡╧╓┼¿╦⌡║═╤╣┬╦╣²│╠╡─╕║║╔╞Ñ┼Σú¼─▄╖±╩╡╧╓╤╣┬╦╚║┐╪╙┼╗»┼┼╢╙╨╢┴╧╥╘▒ú╒╧║≤╨°╣╬░σíó╞ñ┤°╩Σ╦═╔Φ▒╕┐╔┐┐╕▀╨º╬▐╣╩╒╧╘╦╨╨íú╒δ╢╘╧╓│í┼¿╦⌡╣²│╠▓╗═╕├≈íó╥⌐╝┴╠φ╝╙╚╦╣ñ▓┘╫≈íó╤╣┬╦╡Ñ╗·╘╦╨╨╡─╩╡╝╩╧╓╫┤ú¼╬╥╣½╦╛┐¬╖ó┴╦├║─α╦«╜í┐╡▒ú╒╧╧╡═│ú¼╓╪╡π╬º╚╞┼¿╦⌡╗·═╕├≈╗»íó╥⌐╝┴╨¡═¼╠φ╝╙╛¡╝├─ú╨═║═╤╣┬╦╣²│╠╚║┐╪╚²╕÷╣╪╝ⁿ╗╖╜┌┐¬╖ó┴╦╧α╙ª╡─╓╟─▄╗»─ú┐Θ╙δ╧╡═│ú¼╩╡╧╓┴╦├║─α╦«╘╦╨╨╣²│╠╡─╜í┐╡▒ú╒╧íú
ú¿2ú⌐╧╡═│╝▄╣╣═╝

┼¿╦⌡╤╣┬╦╨¡═¼┐╪╓╞┬▀╝¡╫▄╝▄╣╣
-
┼¿╦⌡╣²│╠═╕├≈╗»╝╝╩⌡
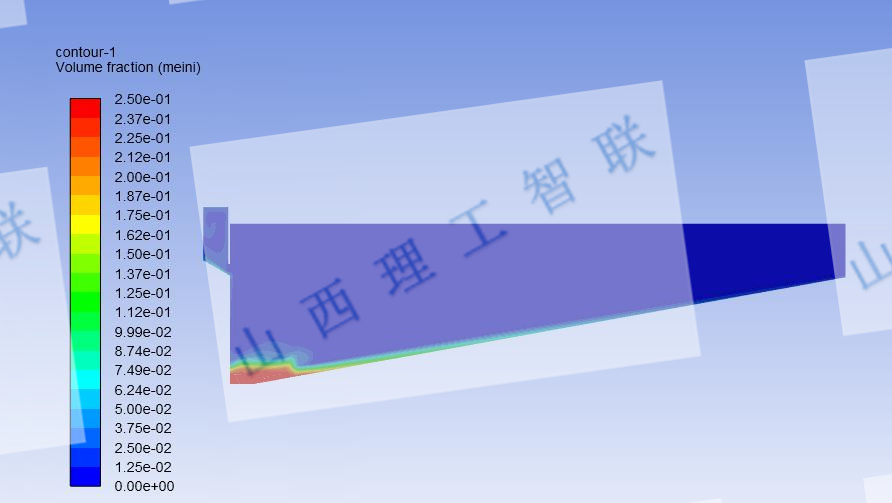
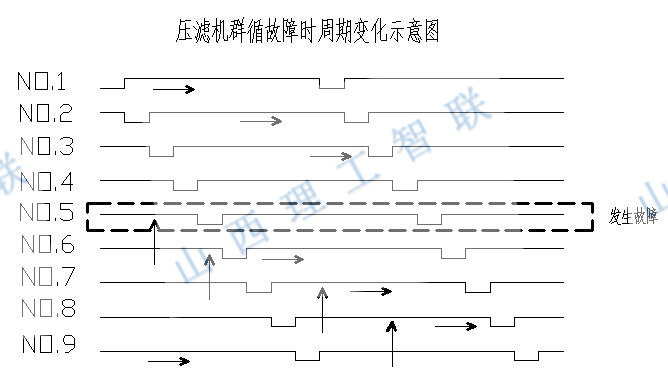
▓╔╙├╢α╧α┴≈┴≈╠σ╢»┴ª╤º╖┬╒µ╜¿─ú║═╢α┤½╕╨╞≈╚┌║╧╝╝╩⌡╧α╜ß║╧ú¼┐¬╖ó┴╦┐╔╩╡╩▒╝∞▓Γ┼¿╦⌡╣²│╠┼¿╢╚╠▌╢╚▒Σ╗»╡─┼¿╦⌡╣²│╠═╕├≈╗»╫░╓├ú¼╬¬┼¿╦⌡╣²│╠╫╘╢»╝╙╥⌐║═╤í├║╔·▓·╣▄└φ╠ß╣⌐┴╦╝ß╩╡╡─╝╝╩⌡╓º│┼íú
-
-
╗∙╙┌╝╞╦π┴≈╠σ╢»┴ª╤º╖┬╒µ╝╝╩⌡
-
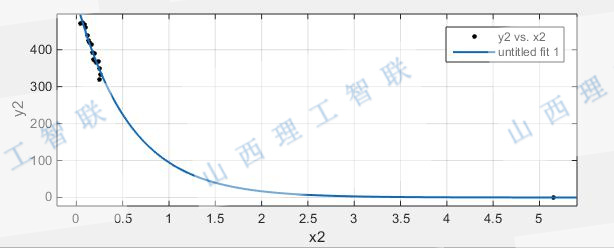
╗∙╙┌┤½╕╨╞≈╙δ╩╘╤Θ╤Θ╓ñ╡─┼¿╦⌡╗·┼¿╢╚╠▌╢╚▓Γ╩╘╟·╧▀
-
▓ó╨╨╖┬╒µ╙δ╧╓│í╝∞▓Γ╧α╜ß║╧╩╡╧╓┼¿╦⌡╣²│╠═╕├≈╗»
╗∙╙┌╛¡╝├╓╕▒Ω╡─╥⌐╝┴╨¡═¼╙┼╗»┐╪╓╞─ú╨═
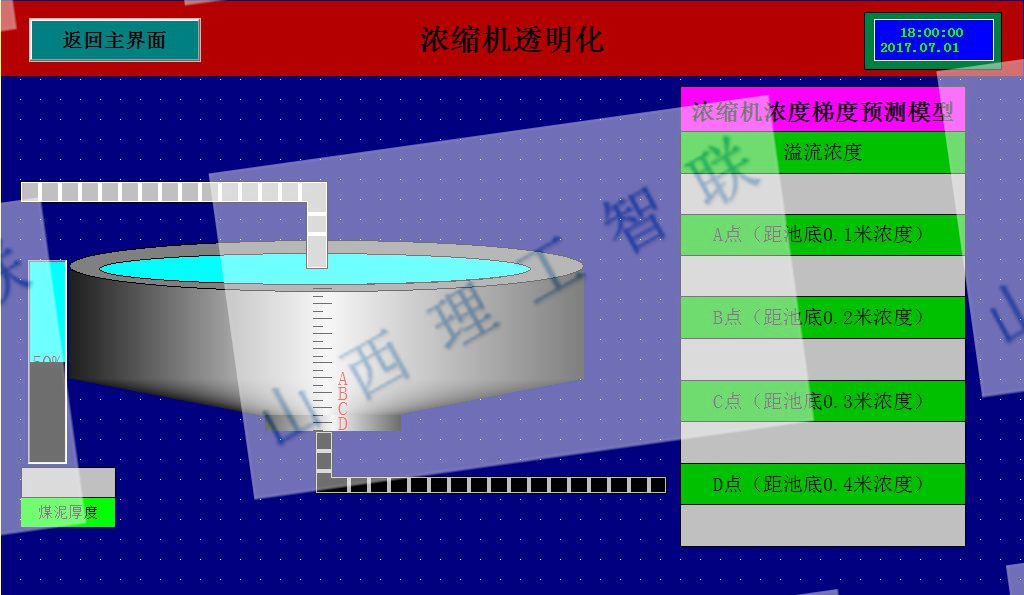
╥╘╜┌─▄╜╡║─╬¬╧╡═│╔Φ╝╞─┐▒Ωú¼╬º╚╞┼¿╦⌡╣²│╠─²╛█╝┴íó╨⌡─²╝┴▓╗═¼╡─╫≈╙├╗·└φ║═╩╩╙├╖╢╬ºú¼┐¬╖ó┴╦╥╘╥⌐╝┴╧√║─╫ε╡═╬¬─┐▒Ω║»╩²╡─┐╪╓╞─ú╨═ú¼╘┌▒ú╓ñ╟σ╦«╧┤├║íó┼¿╦⌡╤╣┬╦╕║║╔╞Ñ┼Σ╡─╣ñ╥╒╙┼╗»╗∙┤í╔╧ú¼╩╡╧╓┴╦╥⌐║─╫ε╡═╡──┐▒Ω

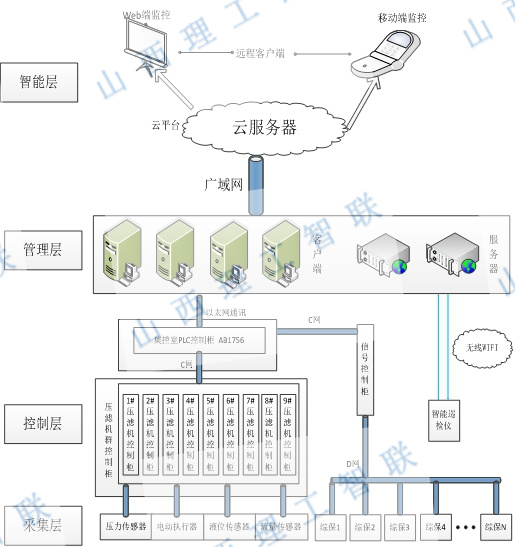
╥⌐╝┴╨¡═¼╙┼╗»┐╪╓╞╧╡═│╝╝╩⌡╝▄╣╣
╤╣┬╦╚║┐╪─ú╨═╙δ╧╡═│╝▄╣╣
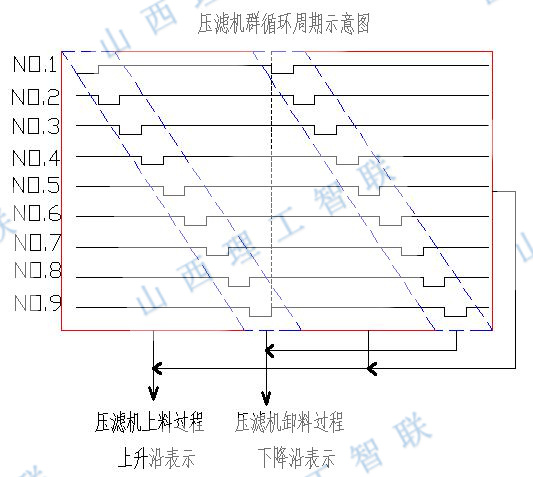
╒δ╢╘╤í├║│º╤╣┬╦╡Ñ╗·╫╘╢»╗»╡╝╓┬╡─╨╢┴╧╦µ╥Γú¼╤╣┬╦├║─α╛¡│ú╢╤┴╧╡╝╓┬╡─╣╬░σíó╞ñ┤°╦▓╝Σ╓╪╘╪╢°╥²╞≡╡─╣╬░σ╞ñ┤°╔Φ▒╕╥╫╦≡╗╡╡─╧╓│í╩╡╝╩ú¼═¼╩▒╬º╚╞╤í├║│º╓╟─▄╗»╜¿╔Φ╠ß│÷╡─╝⌡╚╦─┐▒Ωú¼╜Φ╝°╥╞╢»═¿╨┼╤╣┬╦╝╝╩⌡║═╫╘╢»╗»╝╝╩⌡ú¼┐¬╖ó┴╦╤╣┬╦╗·╚║┐╪╝╝╩⌡║═╥╞╢»▓┘╫≈íú
╬¬▒ú╒╧╤╣┬╦╚║┐╪║═╥╞╢»▓┘╫≈╡─ú¼╣╣╜¿┴╦╗∙╙┌╬▐╧▀┤½╩Σ═°┬τ╡─╤╣┬╦╚║┐╪╧╡═│╝▄╣╣íú╒µ╒²╩╡╧╓┴╦╤╣┬╦│╡╝Σ╝⌡╚╦─┐▒Ωíú
╤╣┬╦╗·╚║┐╪╙┼╗»═╝
╤╣┬╦╗·╚║┐╪╣╩╒╧╨▐╒²═╝
╤╣┬╦╚║┐╪╓╟─▄┼┼┴╧┐╪╓╞═°┬τ═╝
ú¿4ú⌐╧╡═│╙┼╩╞
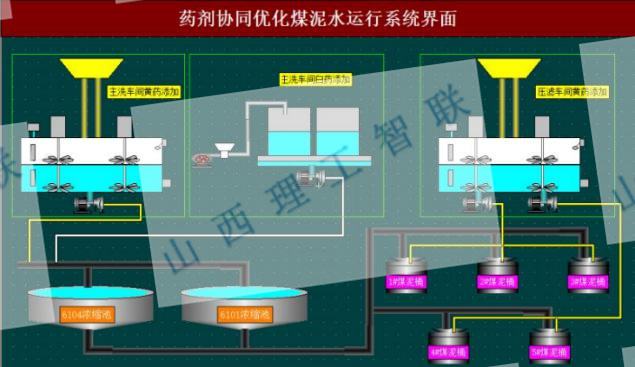
╩╡╧╓┼¿╦⌡íó╤╣┬╦╣²│╠═╕├≈╗»║═╚½│╠╝α▓Γ╝α┐╪ú¼╬¬╟σ╦«╧┤├║íó▒▄├Γ╤╣░╥íó╡≈┼Σ╤╣┬╦╕║║╔╡∞╢¿┴╦╗∙┤ííú
╩╡╧╓─²╛█╝┴íó╨⌡─²╝┴íó╓·┬╦╝┴╨¡═¼╙┼╗»┐╪╓╞ú¼╧√│²╨┼╧ó╣┬╡║ú¼╨¡═¼═Ω│╔╥⌐╝┴╠φ╝╙╝░╛¡╝├─ú╨═╤░╙┼╣ª─▄íú
╩╡╧╓╤╣┬╦╚║┐╪║═╤╣┬╦╓╟─▄┼┼┴╧íú
▓╔╙├╥╞╢»╓╟─▄╓╒╢╦╩╡╧╓╦µ╩▒╝α┐╪ú¼╩╡╧╓┴╦╙╨╚╦╤▓╩╙ú¼╬▐╚╦╓╡╩╪íú
ú¿5ú⌐│╔╣ª░╕└²
╔╧╩÷╧╡═│╘┌╜·├║╝»═┼íó╜╣├║╝»═┼╦∙╩⌠╤í├║│º╗±╡├┴╦│╔╣ª╙ª╙├ú¼╬¬├║─α╦«╜í┐╡╘╦╨╨╠ß╣⌐┴╦╨┬╤í╘±

─│╤í├║│º╥⌐╝┴╨¡═¼┐╪╓╞╓≈╜τ├µ

─│╤í├║│º╥⌐╝┴╨¡═¼┐╪╓╞╓≈╜τ├µ


╤╣┬╦╚║┐╪╓≈╜τ├µ


╤╣┬╦╚║┐╪╥╞╢»╢╦APP╙ª╙├╜τ├µ
ú¿6ú⌐╨º╥µ▓Γ╦π
╛¡╝├╨º╥µú║╥╘500═≥╢╓╢»┴ª├║╤í├║│º╬¬└²ú¼├║─α░┤20%┐╝┬╟ú¼▓╔╙├▒╛╣½╦╛├║─α╦«╜í┐╡▒ú╒╧╧╡═│╖╜░╕║≤ú¼╨º╥µ┤╙═ú▓·íó╝⌡╚╦║═╥⌐║─╚²╖╜├µ└┤┐╝┬╟íú
═ú▓·╨º╥µú║
╚τ╣√╙╔╙┌┼¿╦⌡╗·╤╣░╥╡╚╢±╨╘╩┬╣╩╖ó╔·▓ó╡╝╓┬═ú▓·ú¼╦≡╩º╛▐┤≤íú╥╘╥╗┤╬╤╣░╥╬¬└²ú¼═ú▓·╨Φ╥¬3╠∞┤ª└φ┐╝┬╟ú¼░┤500═≥╢╓┐╝┬╟ú¼├┐╠∞╔·▓·15150╢╓ú¼╛½├║╗╪╩╒┬╩░┤60%┐╝┬╟ú¼╛½├║╝█╕±░┤600╘¬ú¼╘¡├║│╔▒╛░┤280╘¬┐╝┬╟íú╘≥╤╣░╥╥╗┤╬╩┬╣╩╦≡╩º╬¬ú║
ú¿15150í┴60%í┴600-15150í┴280ú⌐í┴3=363.6═≥╘¬íú
╝⌡╚╦╨º╥µú║
▓╔╙├├║─α╦«╜í┐╡▒ú╒╧╧╡═│╖╜░╕║≤ú¼╘ñ╝╞├║─α╦«╝░╤╣┬╦│╡╝Σ╝⌡╚╦4-5╚╦╚╦ú¼╘▒╣ñ─Ω╣ñ╫╩░┤6═≥╝╞╦πú¼╘≥╝⌡╚╦╘÷╨º╬¬24-30═≥╘¬íú
╥⌐╝┴╜╡║─╨º╥µú║
░┤╧ε─┐╘ñ╞┌ú¼╥⌐║─╜╡╡═5-10%ú¼╨⌡─²╝┴12╕÷╘┬144╢╓ú¼─²╛█╝┴12╕÷╘┬720╢╓╝╞╦πú¼░┤░╫╥⌐13000╘¬/╢╓ú¼╗╞╥⌐2000/╢╓╝╞╦πú¿─│╤í├║│º╠ß╣⌐╩²╛▌ú⌐ú¼╘≥├┐─Ω┐╔╜┌╩í╥⌐╝┴╖╤╙├╫ε╢α╬¬ú║
(144í┴13000╘¬/Tú½720í┴2000╘¬/Tú⌐í┴10%=33═≥╘¬íú
├║─α╦«╜í┐╡▒ú╒╧╧╡═│╩╡╩⌐║≤ú¼╩╡╧╓╟σ╦«╧┤├║ú¼╢╘╜╡╡═╜Θ║─╥▓╙╨╧╘╓°╨º╥µíú
╔τ╗ß╨º╥µú║╙┼╗»╤í├║│º╖╓╤í╗╖╛│╡─▒ú╒╧─▄┴ªú¼╙╨╨º╜╡╡═┼¿╦⌡íó╤╣┬╦╣²│╠╥⌐╝┴╧√║─ú¼╩╡╧╓├║─α╦«╘╦╨╨╙╨╚╦╤▓╝∞ú¼╬▐╚╦╓╡╩╪ú¼╜╡╡═╚╦╘▒└═╢»╟┐╢╚ú¼╩╡╧╓╜╡▒╛╘÷╨ºú¼╠ß╔²╤í├║│º╓╟─▄╗»╦«╞╜ú¼╠ß╔²╞≤╥╡╨╬╧≤íú
